CONTACT US:
Southern UK sales: 01733 558 321; Northern UK sales: 01623 287 942; Email: groupsales@theroegroup.com


Reinforcement Bar
Solutions
-

Train Stations, Airports & Transport
Supplier of reinforc...
Read More -

Motorways, Bridge Works & Interlinks
Supplier of reinforc...
Read More -

Water & Sewage Treatment Works
Supplier of reinforc...
Read More -

Industrial Plants & Factories
Supplier of reinforc...
Read More -

Power Plants & Wind Farms
Supplier of reinforc...
Read More -

Commercial & Retail
Supplier of reinforc...
Read More -

Defence
Supplier of reinforc...
Read More

Reinforcing Bar
Reinforcing steel is used in bridges, buildings, skyscrapers, homes, warehouses, foundations and roads to increase the strength of the concrete and ultimately help hold up the structures.
Reinforcement Bar Bar can now be supplied in three grades; B500A, B500B and B500C all conforming to BS4449; 2005. Stock length bar can be supplied in 6m and 12m straight lengths.
While concrete alone is strong, reinforcing steel significantly increases the strength of concrete in an economical and safe manner.Steel Reinforcing bars are produced by pouring molten steel into casters and then running it through a series of stands in the mill, which shape the steel into reinforcing bars. The cross hatchings, called "deformations," help secure the steel and transfer the load between it and the concrete.
For buildings, bridges, highways, and runways, the cast-in-place concrete body and fabricated steel musculature of reinforcing bars work in tandem to create one of the most durable and most economical composite materials.Reinforced concrete is a composite material. The concrete provides the material's compressive strength, while the steel — in the form of embedded reinforcing bars — provides tensile strength.
Note - In practice there might be physical restrictions on certain shape codes for particular bar diameters, especially where the shape has overlapping sections, for example s/c 33. Consideration shall be given to using alternative detailing arrangements which are SAFER to manufacture E.G two s/c 13’s instead of s/c 33.
| Nominal size mm |
Mass per metre run Kg | Cross-sectional area sq mm |
Metres per tonne |
| 6 | 0.222 | 28.3 | 4505 |
| 8 | 0.395 | 50.3 | 2531 |
| 10 | 0.616 | 78.5 | 1623 |
| 12 | 0.888 | 113.1 | 1126 |
| 16 | 1.579 | 201.1 | 633 |
| 20 | 2.466 | 314.2 | 405 |
| 25 | 3.854 | 490.9 | 259 |
| 32 | 6.313 | 804.2 | 158 |
| 40 | 9.864 | 1256.6 | 101 |
| 50 | 15.413 | 1963.5 | 64 |
| Shape Code | Method of measurement of bending dimensions | Total length of bar (L) measured along centreline |
|---|---|---|
| 00 |  |
A |
| 01 |  |
A Stock length See Note 4. |
| 11 |  |
A+(B) - 0.5r - d Neither A nor B shall be less than P in Table 2. |
| 12 |  |
A+ (B) - 0.43R - 1.2d Neither A nor B shall be less than P in Table 2 nor less than (R + 6d). |
| 13 | 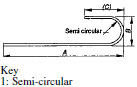 |
A + 0.57B + (C) - 1.6d B shall not be less than 2(r+d). Neither A nor C shall be less than P in Table 2 nor less than (B/2 + 5d). See Note 3. |
| 14 | 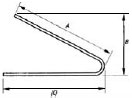 |
A +(C) - 4d Neither A nor (C) shall be less than P in table 2. See note 1. |
| 15 | 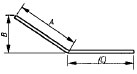 |
A + (C) Neither A nor (C) shall be less than P in Table 2. See Note 1. |
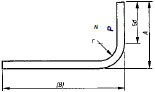
| 21 |  |
A+B + (C) - r - 2d Neither A nor (C) shall be less than P in Table 2. |
| 22 | 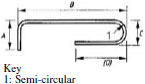 |
A + B + C + (D) - 1.5r - 3d C shall not be less than 2(r+d). Neither A nor (D) shall be less than P in Table 2. (D) shall not be less than C/2+5d. |
| Shape Code | Method of measurement of bending dimensions | Total length of bar (L) measured along centreline |
|---|---|---|
| 23 |  |
A+B + (C) - r - 2d Neither A nor (C) shall be less than P in Table 2. |
| 24 | 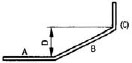 |
A+ B + (C) A and (C) are at 90° to one another. |
| 25 | 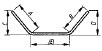 |
A+ B + (E) Neither Anor B shall be less than P in Table 2 If E is the critical dimension, schedule a 99 and specify Aor B as the free dimension. See Note 1. |
| 26 | 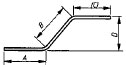 |
A + B + (C) Neither A nor (C) shall be less than P in Table 2. See Note 1. |
| 27 | 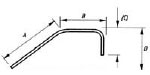 |
A + B + (C) - 0.5r - d Neither A nor (C) shall be less than P in Table 2. See Note 1. |
| 28 | 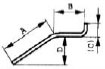 |
A + B + (C) - 0.5r - d Neither A nor (C) shall be less than P in Table 2. See Note 1. |
| 29 | 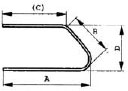 |
A + B + (C) - r - 2d Neither A nor (C) shall be less than P in Table 2. See Note 1. |
| 31 |  |
A+ B + C + (D) - 1.5r - 3d Neither A nor (D) shall be less than P in Table 2. |
| 32 | 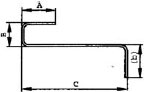 |
A + B + C+ (D) -1.5r - 3d Neither A nor (D) shall be less than p in Table 2. |
All other shapes in BS8666 are shape code 99. Shape code 99 shall have a maximum of four bends. Publication - British Standard BS 8666:2005 Scheduling, dimensioning,
| Shape Code | Method of measurement of bending dimensions | Total length of bar (L) measured along centreline |
|---|---|---|
| 33 | 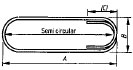 |
A |
| 34 | 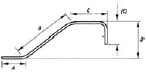 |
A Stock length See Note 4. |
| 35 | 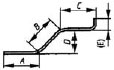 |
A+(B) - 0.5r - d Neither A nor B shall be less than P in Table 2. |
| 36 | 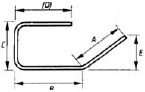 |
A+ (B) - 0.43R - 1.2d Neither A nor B shall be less than P in Table 2 nor less than (R + 6d). |
| 41 | 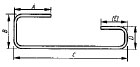 |
A + 0.57B + (C) - 1.6d B shall not be less than 2(r+d). Neither A nor C shall be less than P in Table 2 nor less than (B/2 + 5d). See Note 3. |
| 44 | 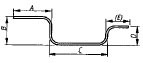 |
A +(C) - 4d Neither A nor (C) shall be less than P in table 2. See note 1. |
| 46 | 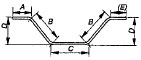 |
A + (C) Neither A nor (C) shall be less than P in Table 2. See Note 1. |
| 47 | 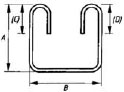 |
A+B + (C) - r - 2d Neither A nor (C) shall be less than P in Table 2. |
| 51 | 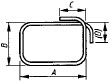 |
A + B + C + (D) - 1.5r - 3d C shall not be less than 2(r+d). Neither A nor (D) shall be less than P in Table 2. (D) shall not be less than C/2+5d. |
| Shape Code | Method of measurement of bending dimensions | Total length of bar (L) measured along centreline |
|---|---|---|
| 56 | 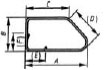 |
A+B + (C) - r - 2d Neither A nor (C) shall be less than P in Table 2. |
| 63 | 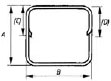 |
A+ B + (C) A and (C) are at 90° to one another. |
| 64 | 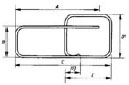 |
A+ B + (E) Neither Anor B shall be less than P in Table 2 If E is the critical dimension, schedule a 99 and specify Aor B as the free dimension. See Note 1. |
| 67 | 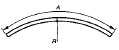 |
A + B + (C) Neither A nor (C) shall be less than P in Table 2. See Note 1. |
| 75 |  |
A + B + (C) - 0.5r - d Neither A nor (C) shall be less than P in Table 2. See Note 1. |
| 77 | 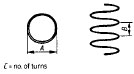 |
A + B + (C) - 0.5r - d Neither A nor (C) shall be less than P in Table 2. See Note 1. |
| 98 | 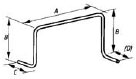 |
A + B + (C) - r - 2d Neither A nor (C) shall be less than P in Table 2. See Note 1. |
| 99 | All other shapes where standard shapes cannot be used. No other shape code number, form of designation or abbreviation shall be used in scheduling. Adimensioned sketch shall be drawn over the dimension columns Ato E. Every dimension shall be specified and the dimension that is to allow for permissible deviations shall be indicated in parenthesis, otherwise the fabricator is free to choose which dimension shall allow for tolerance. See Note 2. |
|
 |
||||
| Nominal size of bar d mm |
Minimum radius for scheduling r mm |
Minimum diameter of bending former m mm |
Minimum Nominal size of bar end projection, P | |
|---|---|---|---|---|
| General (min 5d straight), including links where bend ????150º mm |
Links where bend ????150º (min 10d straight) mm |
|||
| 6 | 12 | 24 | 110ª | 1.10ª |
| 8 | 16 | 32 | 115ª | 115ª |
| 10 | 20 | 40 | 120ª | 130 |
| 12 | 24 | 48 | 125ª | 160 |
| 16 | 32 | 64 | 130 | 210 |
| 20 | 70 | 140 | 190 | 290 |
| 25 | 87 | 175 | 240 | 365 |
| 32 | 112 | 224 | 305 | 465 |
| 40 | 140 | 280 | 380 | 580 |
| 50 | 175 | 350 | 475 | 725 |
ª The minimum end projections for smaller bars is governed by the practicalities of bending bars.
NOTE 1: The Length equations for shape codes 14, 15, 25, 26, 27, 28, 29, 34, 35, 36 and 46 are approximate and where the bend angle is greater than 45°, the length should be calculated more accurately allowing for the difference between the specified overall dimensions and the true length measured along the central axis of the bar. When the bending angles approach 90°, it is prefarable to specify shape code 99 with a fully dimensioned sketch.
NOTE 2: Five bends or more might be impractical within permitted tolerances.
NOTE 3: For shapes with straight and curved lengths (e.g shape codes 12, 13, 22, 33 and 47) the largest practical mandrel size for the production of a continuous curve is 400mm. See also Clause 10.
NOTE 4: Stock lengths are available in a limited number of lengths (e.g 6m, 12m). Dimension A for shape code 01 should be regarded as indicative and used for the purpose of calculating total length. Actual delivery lengths should be by agreement with the supplier.
Notice: ob_end_flush(): failed to delete and flush buffer. No buffer to delete or flush in /home/johnroe/public_html/inc/footer.php on line 217